Microbalances with minimum displays of 1.0 to 0.1 μg are used in the inductively coupled plasma (ICP) method for elemental analysis. One microgram (μg) is equivalent to a one-millionth of a gram. Common reasons that a microbalance is used are that elemental analysis is quantitative and small samples of a few milligrams are used.
A few years before the start of sales of the microbalances (with minimum display 1 dig = 1 μg) developed in my division, I had the opportunity to visit facilities that carried out elemental analysis. Each time I visited these facilities I gained valuable insights and experiences. In balance development and production, balance performance is always inspected with standard weights. However, in elemental analysis an unknown sample powder is weighed each time and disparities in performance arise from differences in measured material and the measurement environment.
Performance testing of balances at A&D requires that the balance be 1) placed on an anti-vibration table 2) on a stable and rigid bench 3) with a solid foundation. 4) The measurement room must be partitioned off from the rest of the lab and 5) the microbalance must be placed inside an external breeze break to reduce drafts from air conditioning systems. 6) The temperature, humidity, atmospheric pressure, vibrations and wind speed are to be monitored. 7) The balance must be plugged in for approximately one night and a standard weight is used for inspection. Finally taking into consideration the largest source of disturbance, heat from the human body, 8) a special set of 21 cm tweezers must be used to ensure the technician’s hands do not enter the breeze break when confirming repeatability with the 1 g weight.
If proper attention is paid to the measurement environment as detailed above, the repeatability of the BM-20 (22 g capacity, 1 μg minimum resolution) operated manually with a 1 gram weight has been confirmed to be at best 1.2 μg and with this repeatability it is possible to measure to a minimum weight equivalent to 2.4 mg.
Some causes of reduced microbalance performance are from the installation environment and the act of weighing. For the installation environment, the problem is not that the temperature, humidity, or atmospheric pressure is too high or too low but the small changes in the conditions as detailed below. 1) A weak breeze from an air conditioning unit can create ripples of 0.1˚C changes in room temperature imperceptible to humans that negatively impact the display stability of the balance. After deciding to eliminate the source of the breeze by 2) turning off the air conditioning unit immediately before weighing creates slight temperature fluctuations, another cause of display instability. General weighing with balances should be an accurate and agile process. Sources of error caused by the environment on the balance should be minimized, that is, 3) measuring should be done quickly. The door to the weighing chamber should be opened sparingly and the door should not be opened too far, and operations should be kept short to prevent drafts inside the weighing chamber. This phenomenon can be easily inferred from our experience of being in a warm room in winter. That is, when a door is opened more cold air rushes into a room if the opening is large and it is opened for a long time.
Eliminating the effect of the operator’s body heat and breath is essential as the operators themselves contribute the largest sources of error for a balance. We recommend the following for basic operation: 1) Operators should refrain from operating a balance while they are sweating. 2) Operators should wear proper laboratory clothing and refrain from wearing T-shirts as they disperse heat. 3) Tweezers should be used to prevent the exchange of heat caused by putting fingers inside the balance enclosure.


The above graphs show the effect of air conditioning on the performance of a balance. The same balance was used in the same location for both measurements. The horizontal axis shows a 24 hour time period, the red vertical axis shows temperature change and the black vertical axis shows the standard deviation for a 20 g gram internal weight measured 10 times. That is, each point is the standard deviation of ten consecutive measurements. The graph on the left has negligible temperature change and stays between 26 and 25˚C but the repeatability averages 5 μg and crosses 8 μg in 8 places. The temperature change is larger, 1.8˚C, for the graph on the right; however, it is much more stable with repeatability averaging 4 μg and at worst reaching 6 μg.
The cause of this difference in performance for the balance was confirmed to be tiny ripples in temperature. These are shown by the 0.1˚C temperature fluctuations occurring after 19:00 on 7/12 in figure 1. Although the single day change in temperature in figure 2 is large, there are no temperature “ripples” and the temperature change occurs steadily. The reason for this is the balance in figure 2 was enclosed in the AD-1672 Tabletop Breeze Break causing the small fluctuations from the AC to disappear, allowing the temperature to transition gradually. This data demonstrates that balances are stable during gradual changes in temperature over the course of a day and weak against slight temperature fluctuations over short durations. The external breeze break is an effective countermeasure for drafts caused by air conditioning systems.


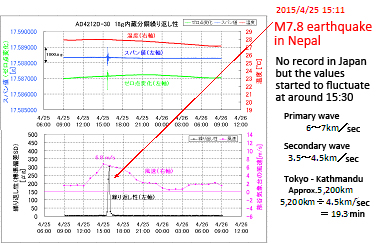
Figures 3 and 4 are graphs from two microbalances used in the same location at the same time during a typhoon. In the graph on the right the AD-1671 Anti-vibration Table is used whereas in the graph on the left it is not. Winds from the typhoon cause the building to sway in ways not detectable by humans and cause the repeatability of the balance to deteriorate. However, the passive vibration canceling ability of the anti-vibration table has proven effective as a countermeasure for the imperceptible movements of buildings. Active vibration canceling tables such as the ones that use air suspension are known to shake the balance ever so slightly leading to unstable measurements.
The above graphs illustrate the necessity of understanding and analyzing the various disturbances and show that balances will have greater stability when the correct countermeasures are used for those disturbances. In general, the change in temperature for a day should be kept within 4˚C and the short term (30 minute) temperature change should be within 0.2˚C. Humidity should change no more than 10% in a day and atmospheric pressure should be within 10 hPa. Vibration and wind should be kept to a minimum.
Monitoring environmental variables is critical for ensuring balance performance and as a result we developed the world’s only environment logger capable of simultaneously measuring and recording temperature, humidity, atmospheric pressure, vibration, wind speed and weighing values. Furthermore we have perfected “AND-MEET”, an environment evaluation tool used for the 24-hour monitoring of the balance and environment. The figures 1 to 4 were results of AND-MEET, and by installing and using these instruments and tools in the actual points of use of microbalances, we can evaluate the installation environment and propose improvements for each laboratory. Through the introduction of this established method, these tools provide the technical support to ensure that the microbalance can be used worry free. Excluding operation methods, we have perfected the method of evaluating and proposing improvements to the measuring environment.
After inspection of the remaining weighing operations, the following countermeasures were drafted. The required minimum weight for elemental analysis is around 2 mg and a weighing tolerance within 0.2 mg (10%) is considered satisfactory during sampling, but to ensure the precision of the analysis results 2 mg±10 μg is desired. In general, samples are weighed on quartz or platinum weigh boats up to 3 times, but the minimum display of 1 μg is not required for all processes. Accordingly, the following three steps can be suggested: 1st Weighing: Individual boats are left in the weighing chamber to adjust to the temperature and weighed to the nearest 1 μg. 2nd Weighing: The sample is weighed together with the boat in the 0.1 mg range or 0.01 mg range. 3rd Weighing: The boat and sample are left in measurement chamber to adjust to the temperature before the final measurement in the 1 μg range. By using this method we are proposing that when measurement in the ug range is unnecessary, measurement should be in the larger ranges and additionally from the measurement in the microgram range for the initial tare and final value the sample value can be obtained from subtracting the weight in 3rd weighing from the weight in 1st weighing.
This method reduces the number of measurements required in the 1 μg range and potentially shortens the measurement time necessary for the 0.1/0.01 mg estimates. This in turn reduces the change in temperature inside the weighing chamber allowing for stable measurements. This proposed measurement method assumes that the time the chamber door is opened is as short as possible and the door is closed before each measurement to minimize changes to the interior of the chamber.
Even through adopting these methods, the minimum weight obtained from the 2.5 μg repeatability in the specifications for the BM20 is 5 mg (2.5 μg × 2000=5 mg). Determining sample weights under 5 mg require an ultra microbalance with dig = 0.1 μg. However, preparing an environment for measurement with an ultra microbalance is extremely difficult. I’ve seen many ultra microbalances in laboratories that I’ve visited collecting dust from disuse. As this has become quite long I will wait until next time to expand upon the problem of minimum weight and microbalances.